NON-DESTRUCTIVE TESTING
Above all, non-destructive testing is widely used to measure the characteristics of all kinds of products and parts, from micro / nano electronic components to giant missiles and spacecrafts, sensitively and reliably, without affecting commercial values, and various "Non-Destructive Tests" .
In order for non-destructive testing to be successfully applied to the material inspection;
The test system and method are both suitable for the inspection part and for the fault type to be searched,
Applicants must have sufficient training and experience,
It is necessary to clearly and explicitly define the features that will allow the acceptance of the unwanted characteristics of a piece to be rejected with the standards.
As the necessary elements for success are examined, it is clear that the acquisition and interpretation of the test results will depend on the training of the personnel. Even on automated examinations programmed according to the acceptance / rejection criteria, the appropriate analytical technique is organized by expert personnel.
Visual inspection, ultrasonic experiments, magnetic particle experiments and liquid penetration tests are the most commonly used experiments in non-destructive testing methods.
- Visual Inspection

Visual inspection is used to detect different surface discontinuities. Visual inspection is the control of the material to be tested by means of a borescopes or similar intermediate equipment in order to reach the areas which are not in direct contact with the eye or direct contact with the eye. It is usually a work that needs to be done before the implementation of another non-destructive testing method. In addition, most of the application standards prepared for other non-destructive testing methods are primarily required to be visually inspected and recorded.
- Liquid Penetrant Inspection

By using approved and certified materials are performed by us to detect surface faults only.
This method is applicable to all materials.
Advantages;
The process results quickly.
It's portable.
The applicability limit is broad in terms of the position and geometry of the part.
It's economical.
- Magnetic Particle Inspection

It is a non-destructive testing method usually used to detect superficial errors. It can be used to detect surface faults as well as faults up to 3 mm below the surface of the part to be inspected. But it does not give enough information about the error size and depth. Applicable only to ferromagnetic (magnetizable) materials.
Advantages;
The process results quickly.
Cleaning of rough surfaces (burrs and splashes) is sufficient.
Nonmetallic residues and segregations can be examined in addition to discontinuities.
Our Magnetic Particle Inspection Equipments;
MR51(Hand Yoke)
MR CHEMIE -MFM200 (Gaussmeter)
MTU Test Block
Berthold Block
- Ultrasonic Testing
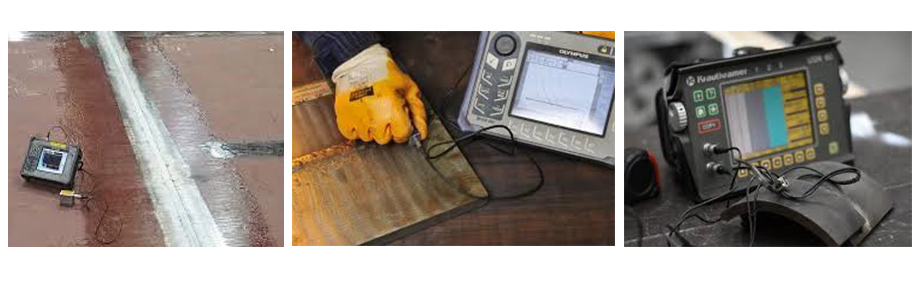
Ultrasonic testing is an inspection method in which volumetric and linear discontinuities are detected by passing high frequency sound waves through metal and nonmetallic materials.
If the sound waves sent to the test piece multiply and return with any discontinuity (pore, crack, etc.), it will be seen as an echo on the device screen.
Clearer results can be obtained by choosing the probe that is appropriate for the structure, thickness, or combination of the test piece.
We are working as ONKO with our qualified experts and quality OLYMPOUS Epoch 600 UT devices.
- Radiographic Testing

The method of passing an x-ray beam generated under high tension in the tube of an x-ray device through an inspection piece and effecting a photographic film of the rays emitted from the piece to obtain a radiograph.
X and GAMA (Iridium and Selenium) beams to detect surface and volumetric errors in the test piece.
Usage Areas;
Casting parts
Metal and non-metal materials
Welded manufacturing
Medical medical prostheses
Advantages;
Almost all solid materials can be applied.
The lowest and highest density material sometimes makes it difficult.
Leaves a record that can be stored continuously in the hand.
It is possible to determine the size and depth of the error.
Information on the structure of the fault can be provided.
Inspection is possible without removing the part.